















Abiadura handiko K-Gold eta 925 zilarrezko bitxi eta hardwareetarako guztiz automatikoa CW zuntz laser kate soldadura makina
II. Funtzio nagusiak eta ezaugarri teknikoak
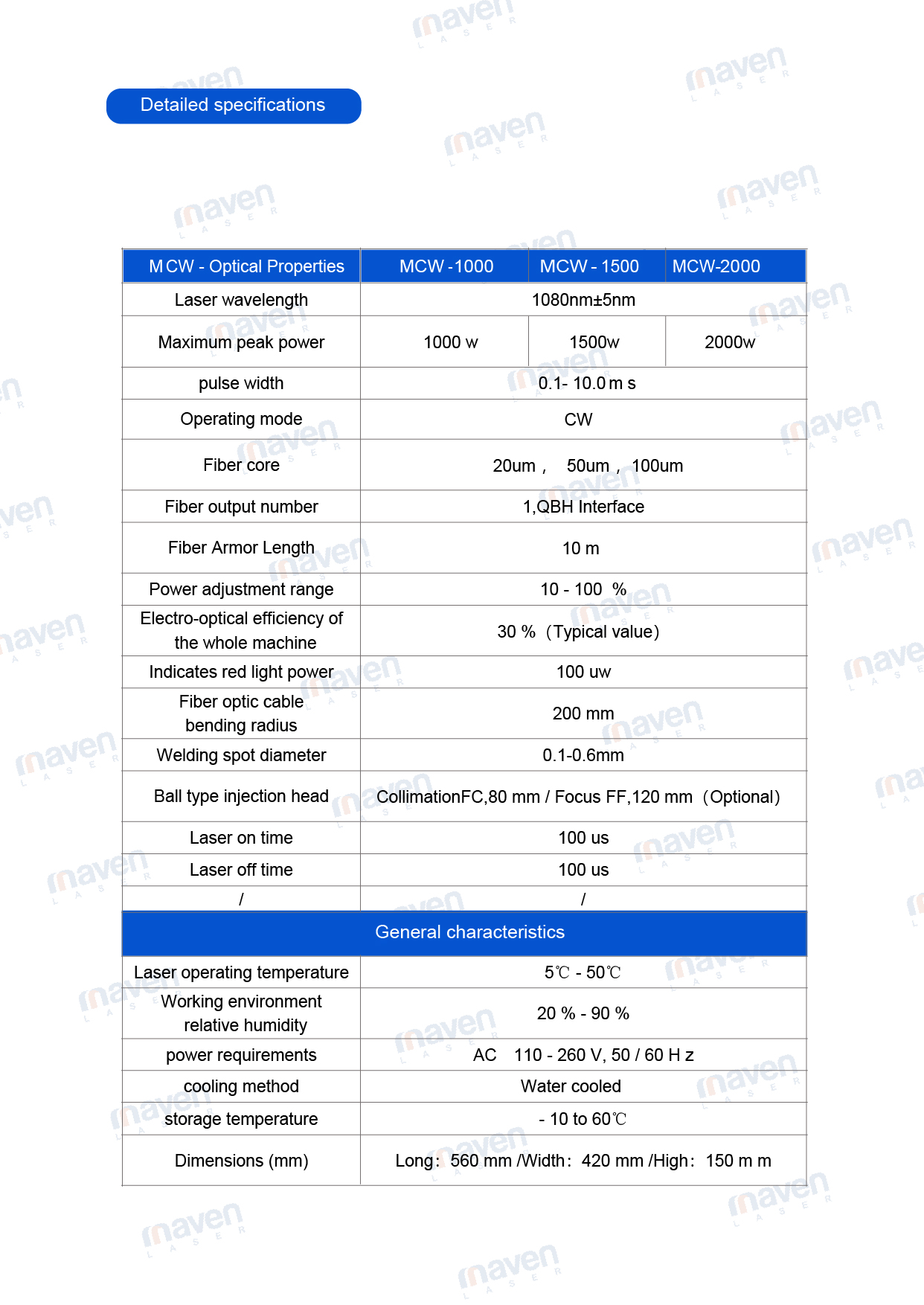
- Soldadura Zehatza, Estetika eta Indarra BermatuzSoldaduraren zehaztasuna 0,01 mm-ra iristen da, "puntutik puntura" soldadura fokatua ahalbidetuz. Soldadura markaren gutxieneko diametroa 0,1 mm-koa izan daiteke, bitxietan eta osagarrietan "soldadura marka agerikorik ez" izateko eskakizun handia betez.Soldaduraren ondoren, junturaren trakzio-erresistentzia lehengaiaren erresistentziaren % 80 ≥ da, katea higaduran edo erabileran haustea eragotziz.
- Material anitzeko bateragarritasuna, ohiko ehundutako kate materialak barne hartzen dituena. Metal ezberdinetako ehundutako kateak soldatu ditzake osagarriak maiz ordezkatu gabe:
- Metal preziatuak: zilarra, urrea (K urrea, urre trinkoa), platinoa;
- Metal arruntak: altzairu herdoilgaitza, kobrea, zink aleazioa, aluminio aleazioa;
- Material bereziak: Urrez estalitako edo zilarrez estalitako ehundutako kateak (tenperatura baxuko soldadura moduak xafla zuritzea saihesten du).
- Automatizazio Handia, Lanarekiko Mendekotasuna Murrizten
- Modelo erdiautomatikoak: Kateak kokatzeko euskarriak dituzte. Eskuzko kargaren ondoren, automatikoki burutzen dute "kokatzea → soldadura → hoztea" prozesua;
- Modelo guztiz automatikoak: Elikatze, kokapen, soldadura eta ikuskapen funtzioak integratzen dituzte, eta ekoizpen-lerroetara konekta daitezke. Unitate bakar batek 5.000-10.000 ehundutako kateen eguneroko edukiera lor dezake;
- Goi-mailako modelo batzuek "soldadura-parametroak klik bakarrean aldatzea" onartzen dute, zehaztapen desberdinetako kate ehunduetara azkar egokituz (adibidez, 1 mm, 2 mm-ko alanbre-diametroak).
- Segurtasun eta Egonkortasun Diseinua
Laser bidezko soldadurarako modeloetarako babes-estalkiekin eta tenperatura altuko babes-eskularruekin hornituta, segurtasun industrialeko arauak betetzen dituztenak;
Tentsio-gorabeherek eragindako soldadura-indar irregularra saihesteko, gainkarga-babes eta tentsio-egonkortze modulu integratuak;
Soldatzeko burua higadura-erresistenteak diren materialez egina dago, 100.000 ziklo baino gehiagoko zerbitzu-bizitzarekin, kontsumigarriak ordezkatzeko maiztasuna murriztuz.

III. Aplikazio nagusien eszenatokiak
Kate-ehuntzeko soldadura-makinen aplikazioa "kate-produktuen prozesamenduan" oinarritzen da bereziki, eta honako eszenatoki nagusi hauek barne hartzen dituzte:
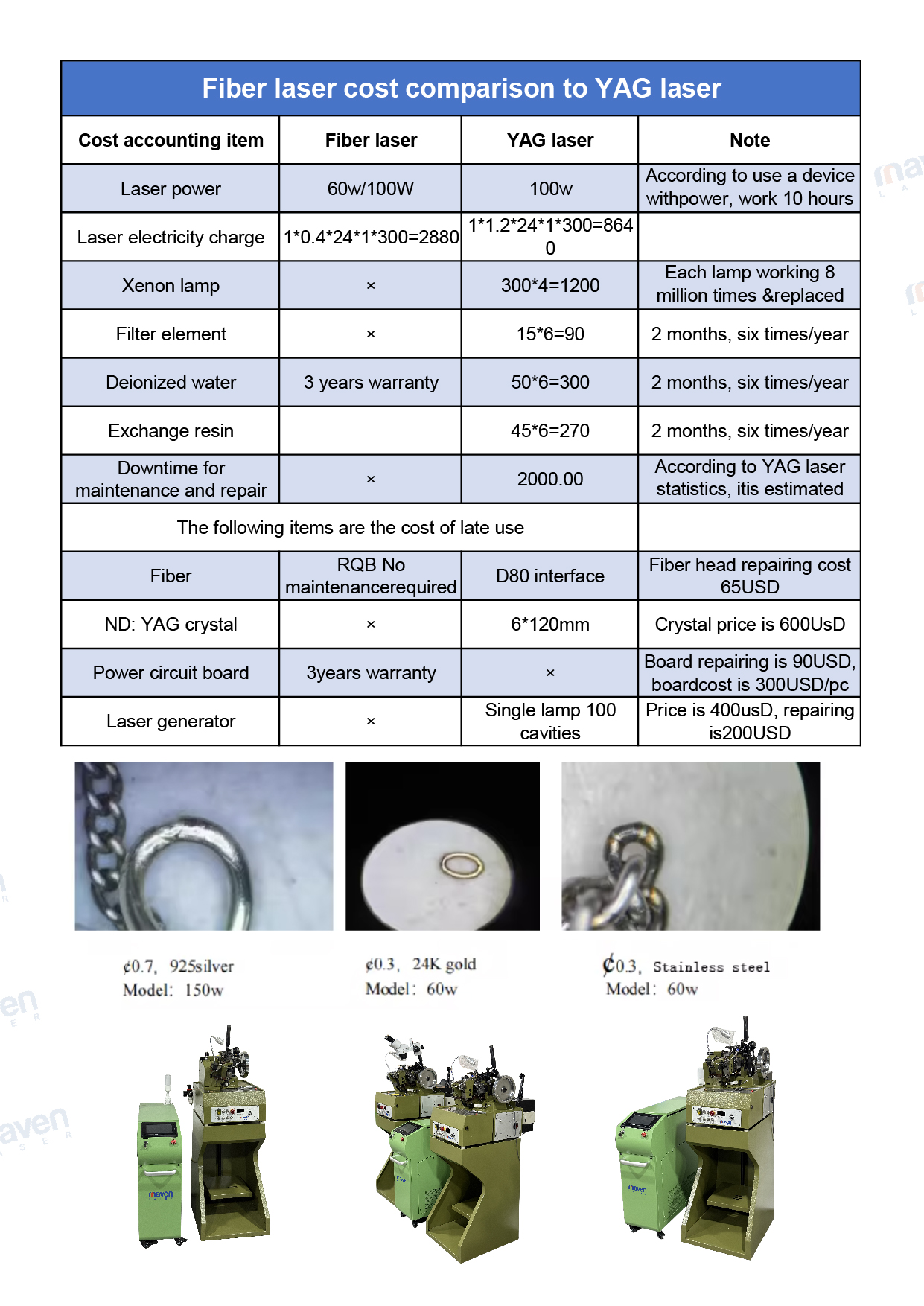
- Bitxigintza industria: Urrezko eta zilarrezko lepokoen/eskumuturrekoen junturak soldatzea, hala nola O-link kateak, gurutze kateak eta bihurritutako kateak;
- Osagarrien industria: Aleaziozko edo altzairu herdoilgaitzezko osagarri-kate merkeak soldatzea (adibidez, lepauztai-kateak, geruza anitzeko kateak);
- Hardware osagarriak: Maleta-kateen, gerriko-kateen eta giltza-kateen junturen soldadura indartzea;
- Prozesamendu pertsonalizatua: Kate ehundu pertsonalizatuen soldadura zehatza (adibidez, grabatutako kateak, forma bereziko kateak) prozesamenduan deformazioa saihesteko.

IV. Hautaketa puntu nagusiak
Kate-ehundutako soldadura-makina bat erosterakoan, kontuan izan honako 4 parametro hauetan behar desberdinak saihesteko:
- Katearen zehaztapenen parekatzea: Berretsi ekipamenduak onartzen duen alanbre-diametroaren tartea (adibidez, 0,3-3 mm) eta kate motak (ehundutako kateak, lotura-kateak) alanbre-diametro gehiegi meheengatik soldadura-haustura saihesteko;
- Automatizazio-eskakizunak: Aukeratu eskuzko/erdiautomatiko modeloak lote txikiko pertsonalizaziorako, eta modelo guztiz automatikoak ekoizpen masiborako, lan-kostuak murrizteko;
- Materialen bateragarritasuna: Metal preziatuak (adibidez, urre trinkoa) soldatzeko, aukeratu "potentzia txikiko laser bidezko soldadura makinak" (metala gehiegi urtzea saihesteko); altzairu herdoilgaitzerako, "erresistentzia soldadura makinak" kostu-eraginkorragoak dira;
- Salmenta osteko zerbitzua eta prestakuntza: Lehentasuna eman "in situ instalazioa + funtzionamendu prestakuntza" eskaintzen duten markei. Modelo batzuek soldadura-buruaren kalibrazio erregularra behar dute, eta salmenta osteko erantzunaren abiadurak ekoizpen-eraginkortasunean eragina du.
V. Eragiketa eta mantentze-lanen oharrak
- Erabili aurretik, egiaztatu ekipamenduaren lurrerako konexioa normala den; laser modeloetarako, ziurtatu babes-estalkia itxita dagoela (laser erradiazio zuzenaren lesioak saihesteko);
- Material desberdinak soldatzean, parametroak aldez aurretik doitu (adibidez, laser potentzia, soldadura denbora). 3-5 soldadura proba egitea gomendatzen da efektua berresteko;
- Egunero erabili ondoren, garbitu soldadura-buruan geratzen diren metal-hondakinak, egiaztatu euskarriaren higadura astero eta kalibratu soldadura-posizionamenduaren zehaztasuna hilero;
- Saihestu ingurune heze eta hautsez beteetan erabiltzea, barneko zirkuituen zirkuitulaburrak edo soldadura-buruaren blokeoak saihesteko.

Idatzi zure mezua hemen eta bidali iezaguzu
















